
Les techniques de brasage.
Ne pas confondre le brasage et la soudure.
Les bijoutiers utilisent le mot « souder » mal à propos. Car le soudage consiste à réunir deux pièces distinctes, en assurant la continuité entre les parties, sans ajouter obligatoirement de matière. Aux interfaces, les métaux à joindre vont être fondus. La soudure unit donc les deux parties par fusion de celles-ci.
Le brasage quant à lui, est une opération qui consiste à assembler entre elles deux pièces, grâce à l’ajout d’un autre métal aussi appelé brasure. Pour ce faire il est essentiel que le métal ajouté (la brasure), ait une température de fusion inférieure aux métaux que l’on veut réunir. L’avantage du brasage par rapport à la soudure est donc que les matières à unir ne sont pas chauffées jusqu’a leur température de fusion et sont donc moins détériorées par la chaleur.
Le brasage est souvent confondu avec la soudure, mais ce sont deux techniques bien différentes
Il existe deux types de brasage :
- Brasage fort pour lequel le point de fusion de la brasure est supérieur à 450°C
- Brasage tendre pour lequel le point de fusion de la brasure est inférieur à 450°C
Un peu d’histoire.
La technique du brasage est très ancienne puisque les artistes de l’antiquité l’utilisaient pour fabriquer des bijoux et des vases ou coupes dès le 4ème millénaire avant notre ère. A l’aide de chalumeaux à bouche, ils brasaient des alliages d’or ou de cuivre. La granulation utilisée par les étrusques, qui consistait à décorer des objets avec des petites billes d’or, était obtenue en collant ces billes avec un mélange de sel de cuivre et de gomme organique et en chauffant le tout. Le sel était alors réduit en cuivre métallique qui formait un alliage à plus bas point de fusion que l’or.
Principe du brasage.
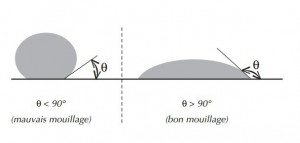
- Le brasage est basé sur la capillarité qui est la propriété qu’a un liquide à s’infiltrer dans un interstice entre deux parties solides, dont la largeur s’appelle jeu.
- Cette capillarité est régit par la mouillabilité, c’est-à-dire l’aptitude d’un liquide à s’étaler sur une surface solide. Lorsque le liquide s’étale bien sur le solide, on parle d’une bonne mouillabilité.
En plus du facteur purement physique, la mouillabilité peut être altérée par de nombreux éléments. Tout d’abord, elle décroît sur une surface polie. Donc une légère rugosité améliorera la qualité du joint brasé.
Préparation de surface.
En général, un métal liquide s’étale mal sur les oxydes. Donc il sera difficile de joindre des métaux dont la surface est oxydée. Il en est de même sur des surfaces mal dégraissée. C’est pour cela qu’il est conseillé d’apporter un soin particulier à la préparation de surface des pièces que l’on veut réunir. Si un solvant adéquat peut suffire à dissoudre les graisses, les oxydes sont parfois difficiles à retirer et leur formation ultérieure au cours du chauffage impossible à éviter sans emploi de moyens approprié.
Plusieurs mécanismes peuvent être utilisés :
- Nettoyage mécanique (grattage, abrasion, polissage) : Ce procédé est efficace pour « dégrossir » car pendant le temps qui sépare le nettoyage de l’opération suivante, des couches d’oxydes peuvent se former. En effet, pour la plupart des métaux usuels, la formation d’une couche chimisorbée à l’air est pratiquement instantanée.
- Atmosphère réductrice : Un gaz réducteur est assimilable par son action à un flux. On l’utilise surtout dans le cas de brasage au four.
Mode de chauffage.
Pour éviter au maximum l’oxydation, le brasage au chalumeau se fera avec une flamme neutre ou réductrice. Une technique plus élaborée mais plus couteuse consiste à utiliser des fours de brasage sous atmosphère protectrice. Elle a de plus l’avantage de permettre de braser toujours à la même température pour un type d’alliages donnée.
Détermination des jeux.
Un facteur important dans la réussite d’un joint brasé est le jeu entre les deux parties à assembler. Si la distance entre les deux parties est trop faible, la brasure n’y pénétrera pas en quantité suffisante. Si au contraire, elle est trop importante, la capillarité ne pourra pas jouer son rôle et le joint brasé risque de présenter des manques de matière et sa solidité en sera affectée. Un jeu doit toujours être de 0.1 – 0.2 mm à 0.5 mm au maximum pour arriver à un bon résultat.
Qualité essentielle d’un brasage.
- La brasure doit posséder de bonnes caractéristiques mécaniques. Il est souhaitable de se rapprocher le plus possible de la résistance propre des métaux de base.
- Elle doit être facile à exécuter et, pour ce faire, avoir une bonne mouillabilité sur les métaux à lier.
Il faut donc choisir des brasures compatibles avec chaque type d’alliages.
Par exemple :
- Il ne faudra pas braser du platine avec une brasure contenant du zinc ou de l’indium car il se formerait des composés qui fragilisent le joint et la pièce casserait à la première sollicitation mécanique un peu brutale
- De même, une pollution en plomb, bismuth, arsenic et antimoine rendra l’or très fragile.
Caractéristiques des brasures pour bijouterie.
 Les brasures pour bijouterie doivent répondre à un cahier des charges plus complexe que d’autres domaines. On leur demande, dans la mesure du possible, d’avoir :le même titre que l’alliage utilisé mais aussi la même couleur. Or les couleurs sont très dépendantes de la composition de l’alliage. Pour abaisser le point de fusion de l’alliage à un certain titre, il faut ajouter des éléments qui modifieront presque automatiquement la couleur.
Les brasures pour bijouterie doivent répondre à un cahier des charges plus complexe que d’autres domaines. On leur demande, dans la mesure du possible, d’avoir :le même titre que l’alliage utilisé mais aussi la même couleur. Or les couleurs sont très dépendantes de la composition de l’alliage. Pour abaisser le point de fusion de l’alliage à un certain titre, il faut ajouter des éléments qui modifieront presque automatiquement la couleur.
LE CAS DU PLATINE
En ce qui concerne le platine, qui fond à 1769°C, et dont le titre légal est 950 millième, il est pratiquement impossible de trouver un élément chimique qui puisse d’une part abaisser le point de fusion de façon suffisante et d’autre part avoir une malléabilité permettant d’en faire des fils ou des feuilles tout en maintenant ce titre de 950‰,titre légal).
De plus, la construction d’un bijou nécessite souvent de disposer de brasures étagées permettant d’ajouter petit à petit des composants dans détruire la partie déjç faite. Il faut pour cela que les points de fusion des brasures successives décroissent d’un minimum de 50°C. Et ce, en maintenant couleur et titre.
Conditionnement des brasures.
La brasure peut se présenter sous forme : de feuille dans laquelle on découpe des paillons de dimension désirée, de fil, de poudre, de pâte : Cette dernière a l’avantage de contenir un flux et de faciliter la mise en place des éléments à joindre.
Découvrez notre éventail de brasures disponibles dans différents titres et sous différentes formes: Pâtes, fils, plaques, utilisables à différentes températures.
COEFFICIENT DE DILATATION
Lorsque les métaux que l’on veut assembler sont de nature différente, comme par exemple le platine et l’or, il faut tenir compte que leur coefficients de dilatation peuvent être dissemblables (14.1 pour l’or et 9.1 pour le platine x 10-6 k-1). C’est-à-dire que lorsqu’ils sont chauffés, un métal s’allongera plus (l’or) que l’autre (le platine).  Une fois brasés, donc maintenus ensemble, au refroidissement ils ne pourront pas se rétracter conformément à leur nature :
Une fois brasés, donc maintenus ensemble, au refroidissement ils ne pourront pas se rétracter conformément à leur nature :
- celui qui s’est dilaté plus au chauffage aura tendance à se rétracter plus au refroidissement. Comme il est lié à l’autre métal, il ne pourra pas le faire et sera en tension par rapport à sa structure normale.
- Au contraire, le métal qui s’est peu dilaté au chauffage devrait se rétracter peu en revenant à la température ambiante. Il devrait donc être plus long qu’il ne l’est en réalité car son voisin l’entraîne avec lui. Il se trouve donc en compression.
Les forces ainsi crées peuvent amener à la rupture des pièces. Pour éviter ce phénomène, il faut après le brasage, faire ce qu’on appelle un recuit de détente, c’est-à-dire porter l’ensemble à une température pas trop élevée, mais suffisante pour que les deux parties différentes s’accommodent l’une à l’autre. Cette température sera choisie en fonction des recommandations des fabricants pour chaque type d’alliages.
Sur notre Chaîne Youtube, retrouvez notre client pilote Cookson-Clal en pleine démonstration de l’utilisation du Flux de protection pour Brasage ! Il vous explique en détails comment utiliser ce produit!
Si vous avez des questions techniques sur le brasage ou sur nos Flux de protection pour Brasage, n’hésitez pas à nous contacter par mail service.client@cookson-clal.com ou par téléphone au N° vert 0800 878 202. Un de nos techniciens sera ravis de répondre à vos questions!
