
Opérations mécaniques
Le laminage
Le laminage consiste à réduire une ébauche par son passage entre deux cylindres lisses ou cannelés, tournant en sens inverse.
L’étirage
L’étirage consiste à « tirer » au travers d’une filière une barre de section ronde, carrée ou de forme quelconque, pour obtenir une barre de section plus petite et de même forme. Il se fait essentiellement à froid sur un banc à étirer.
La technique est appliquée à la fabrication des tubes; dans ce cas, un mandrin ou un boulet est enfilé dans le tube.
Le tréfilage
Ce procédé a pour but de réduire le métal en fils en partant de fils plus gros : l’ébauche passe au travers de filières successives.
L’emboutissage
L’opération consiste à déformer progressivement un « flan » (plaque découpée qui épouse la forme des outils utilisés à cet effet).
Le découpage
Le découpage est l’opération de cisaillement sur une bande prise entre un poinçon et une matrice. Les pièces obtenues ont la forme du poinçon/matrice.
L’estampage
Déplacement d’un volume en imprimant au métal, par frappe statique instantanée à froid ou à chaud, le relief des estampes.
Le martelage
Déformation du métal par frappe à froid d’outils tournant sur le métal.
L’usinage
Opération qui consiste à obtenir une pièce par enlèvement de copeaux sur celle-ci. Ex. : tournage, fraisage, commande numérique.
Opérations métallurgiques
La fonte à cire perdue
Reproduction métallique d’un ouvrage obtenu par un procédé de coulée après diverses opérations :
- Réalisation d’un moule;
- Tirage de cires;
- Coulée de plâtre + séchage;
- Fusion du métal + coulée;
- Extraction de la pièce.
Le frittage
Cette méthode permet d’obtenir un objet métallique à partir de poudres, soit de métal pur, soit d’alliage, soit composées de plusieurs poudres de natures différentes mélangées, qui sont comprimées dans un moule puis fritées, c’est-à-dire chauffées à une température inférieure à leur point de fusion.
Le brasage
Liaison de deux pièces par la fusion d’un métal d’apport de nature différente des pièces à assembler (dit : brasure). Le point de fusion de la brasure est plus faible que celle du métal à assembler, lequel n’est pas fondu mais porté à température de mouillage.
Le soudage
Opération qui consiste à réunir deux pièces entre elles par la fusion du métal de base ou d’un métal d’apport de même nature. La chaleur peut être apportée par électrode, faisceau laser et autres.
Notions métallurgiques
La déformation
Tout travail à froid d’un métal provoque une modification de ses propriétés mécaniques; sa dureté et sa résistance augmentent, son allongement et sa malléabilité diminuent.
Ces phénomènes s’expliquent par le changement structural de la matière. Une telle structure, dite structure d’écrouissage, s’oppose au processus de déformation; de mou et ductile, le matériau devient dur et fragile, voire casant. La diminution de la malléabilité sera d’autant plus marquée que le taux de déformation ou d’écrouissage aura été plus élevé.
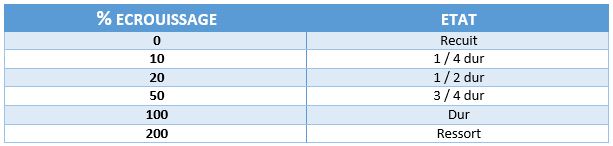
Le taux d’écrouissage subi par un produit exprime des états métallurgiques. Pour chaque alliage, il existe une relation entre l’écrouissage, l’état métallurgique et les propriétés mécaniques (se reporter aux fiches alliages).
Le recuit
Afin de pouvoir continuer le travail de déformation, c’est-à-dire rendre le métal de nouveau malléable, il faut le régénérer par un traitement thermique de recuit. Ce traitement consiste à porter le métal à une température suffisamment élevée, à l’y maintenir durant un certain temps et à le refroidir de façon appropriée.
Les températures exactes de recuit, ainsi que le mode de refroidissement de chaque alliage figurent sur les fiches alliages.
Rappelons que d’un façon générale les températures de recuit des alliages d’ors se situent entre 700 et 800°C pour les ors gris et entre 650 et 750°C pour toutes les autres qualités.
Ajoutons encore que le taux d’écrouissage imprimé à l’alliage avant le recuit joue un rôle primordial, surtout dans le cas des ors gris. En effet, ces alliages et plus spécialement ceux au nickel, doivent subir un très important taux d’écrouissage > 100% sinon ils risquent de se fissurer lors de leur recristallisation.
Note : Nous attirons l’attention sur le traitement thermique particulier des ors 9 et 14 carats. Le recuit de ces alliages doit s’effectuer dans des conditions bien déterminées, afin d’éviter la formation de composés intermétalliques Au-Cu, source de fragilité.
Pour que le métal, après le recuit, puisse retrouver toute sa malléabilité, il est indispensable de le chauffer à cœur à 730°C, refroidir jusqu’à 600°C, maintenir quelques instants à cette température et tremper rapidement à l’eau froide.
Un refroidissement insuffisamment rapide confère à l’alliage une dureté excessive, le rendant fragile et cassant.
Recommandations :
Nous ne saurions suffisamment insister sur les inconvénients d’un recuit au chalumeau. Cette pratique, inévitable dans de nombreux cas, comporte en soi bien des dangers.
Par ailleurs, le recuit au chalumeau devient fréquemment une nouvelle source de fragilité des ors gris au palladium, puisqu’il est facile, si l’on ne s’entoure pas de précautions suffisantes, de les mettre imprudemment en contact avec des substances réductrices ou encore contenant du soufre, comme par exemple le charbon de bois, les graisses, les huiles et le plâtre.
Nous recommandons vivement l’utilisation de fours électriques à régulation de température et permettant d’opérer sous atmosphères contrôlées.
Les différents types de traitements :
Recuit d’homogénéisation : sur une ébauche de fonderie en particulier.
Recuit de recristallisation : recuit intermédiaire entre opérations.
Recuit de mise en solution : alliage à durcissement uniquement. L’alliage est dans son état le plus malléable ou état de mise en solution. Cet état s’appelle l’état trempé ou état T. Ce traitement permet par la suite d’obtenir des caractéristiques élevées (ex. : 18 carats jaune, Pd8, Pd11)
Recuit de vieillissement ou revenu : alliage à durcissement. Ce traitement s’applique uniquement lorsque l’alliage a subi une mise en solution. Il consiste à chauffer l’alliage dans le domaine de température d’existence des deux structures distinctes. Ex. : trempé + revenu / trempé + écroui 10, 20, 50, 100% + revenu.
L’influence des recuits sur la couleur :
Action blanchissante : recuit à l’air.
Action « neutre » : recuit sous atmosphère réductrice (atmosphère hydrogène).
Action rougissante : refroidissement à l’alcool et ceci quelles que soient les autres conditions de recuit.
Traitements de surface
Décapage
Les alliages d’or portés au rouge (par exemple lors du recuit) dans l’atmosphère contenant de l’oxygène, se recouvrent en général de calamine formée d’oxydes de métaux communs, plus spécialement de cuivre.
La méthode la plus répandue pour enlever la calamine est le décapage dans l’acide sulfurique dilué et à chaud.
Il existe de très nombreuses recettes de bains de décapage plus ou moins efficaces :
Ors gris : acide sulfurique dilué à 20% et additionné de persulfate d’ammonium, à chaud.
Autres qualités : acide sulfurique dilué à 10% à chaud.
Note : Quelques autres types de décapants qui peuvent également rendre service dans des cas particuliers. Ainsi pour des alliages à titre moyen, en or, on utilise le mélange d’acide acétique, d’eau oxygénée et d’eau à environ 60°C dans les proportions 1 : 1/3 : 4.
Enfin, le palladium et ses alliages se décapent sans difficulté dans l’acide formique à 20% bouillant.
Dérocla : acide sulfamique (260g) + 1 litre d’eau à 70°C.
Revêtement (plâtre) sur bijoux
Les articles de bijouterie peuvent être immergés dans une solution aqueuse à 30% de carbonate d’ammonium à température ambiante, de préférence avec l’aide d’ultrasons.
Cette méthode est sûre, donne de bons résultats, mais est très lente. On peut aller plus vite avec une solution d’acide fluoborique à 40% (HBF4), à une température de 60°C.
À éviter si possible car cet acide est dangereux.
Conseil : Faire attention lors de la manipulation d’acides. Il n’y a pas de pertes d’or avec ces méthodes, parce-qu’elles utilisent des réactifs qui sont efficaces seulement sur le revêtement. De plus, l’oxyde de cuivre est aussi dissout s’il est présent en surface.

